焊接螺母|不锈钢焊接螺母

什么是焊接螺母
焊接螺母是一种在螺母外适合焊接的螺母,按材料分为碳钢和不锈钢二种,常用的外观有六角焊接螺母和四角焊接螺母。焊接是相当于把两个分离件变成一个整体,用高温将焊接螺母的焊点融化后混合到一起再冷却,中间会加入合金,内部是分子力的作用,强度一般比母体强度大 。焊接参数的实验要看焊缝的熔合大小,根据熔合大小调节焊接参数,直到消除缺陷。当然焊接质量的好坏与焊前处理有关,清灰、油渍等。
焊接螺母的优点和缺点
螺母在焊时强度比较大,且使用范围广,薄厚都可以,但是由于高温会导致被连接件变形,且不可拆卸,而且一些活泼金属不能用通常方法焊接,比如铝,镁等,需要保护气或氩弧焊,要求加工工艺和精度
焊接螺母安装的一些问题
一、焊接螺母时,螺母移动,违背原方位。
遇到这个状况,能够做一个工装,例如:先螺帽内孔车一个小杆,把小杆焊到平板上,最终把螺母套到小杆上焊接。若是定位工装,仍无法处置螺母违背原方位疑问,可用螺丝顶紧或压紧,一起要固定相对的物件。
二、焊接螺母呈现了脱焊假焊。
脱焊假焊表象并不简单查看出来。有许多不确定的要素,焊接螺母的焊点有高有低, 而点焊机是调整后的固定电流与固定时刻,当焊点过低, 就简单发作假焊现像,别的点焊机的输出与电源的安稳度也会发作假焊。这就需求螺母厂的质量安稳性,保证焊点的高度是共同的; 点焊机的输出功率需保持安稳,必要时请在电源端加一稳压器。
值得注意的是:冲压件焊接螺母,最佳的焊接办法是电阻焊,运用电焊条或许二氧化碳维护焊都不如电阻焊中的凸焊办法,运用一般焊条焊接是彻底能够用二氧化碳维护焊来代替的,二氧化碳维护焊的效率高、成本低、质量好,不简单呈现假焊。
焊接参数要看焊缝的熔合巨细,依据熔合巨细调理焊接参数,直到消除缺点。当然焊接质量的好坏与焊前处置有关,焊接外表是不是有杂质、油污等。因为高温会致使被衔接件变形,且不可拆卸,并且一些生动金属不能用一般办法焊接,比方铝,镁等,需求维护气或氩弧焊,需求加工技术和精度。
焊接螺母正确的操作方法
我们在焊接螺母的时候通常会使用手工电焊来焊接,不过缺点是焊点不美观。一般大家使用“焊接螺母”,通常不是方形,而是六角形的,这样我们在使用点焊机进行焊接时,牢固又美观。这就是我们大多数在焊接螺母中的一些通病。
1.螺母的使用范围一般是焊接在6mm左右的薄板,这样能够避免焊接出现较大的变形,同时经过焊接后能够有较为美观的焊缝。
2.在焊接时应该使用直流电,负极接在焊丝一头。
3.在焊接前应该清除焊接部位的油渍、铁锈等污垢,以避免出现焊接气孔。
4.应该使用纯度为99.99%的氩气作为保护气体,并且在电流情况为50-150A之间时,氩气流量应该达到8-10升每分钟,电流情况为150-250A之间时,氩气流量应该达到12-15升每分钟。
5.在焊接过程中,应该保持工作环境的通风,在室内应当注意换气,同时焊接时必须使用挡网保护。
6.在焊接工作进行时,焊接部位和钨极中心线的角度应该保持在80-85°之间,这样做的好处在于更好地保护焊接熔池。
7.填充焊丝与焊接表面的夹角应当保持在10°以内。
8.从气体喷嘴突出的钨极长度在5mm左右,在角处或其他比较暴露的地方长度控制为2-3mm左右,深处的长度应该更长,在6mm左右。
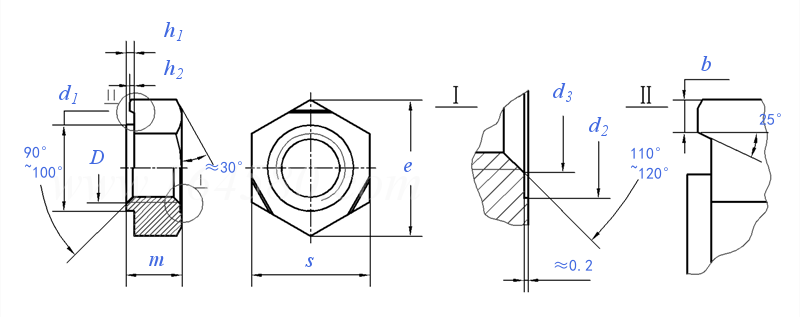
DIN929六角焊接螺母标准图纸示例
| 螺纹规格 D | M3 | M4 | M5 | M6 | M8 | M10 | M12 | (M14) | M16 | ||||
| P | 螺距 | 粗牙 | 0.5 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | ||
| 细牙1 | / | / | / | / | 1 | 1.25 | 1.25 | 1.5 | 1.5 | ||||
| 细牙2 | / | / | / | / | / | 1 | 1.5 | / | / | ||||
| b | 公称 | 0.8 | 0.8 | 0.8 | 0.9 | 1 | 1.25 | 1.25 | 1.5 | 1.5 | |||
| 最大值 | 1 | 1 | 1 | 1.12 | 1.25 | 1.55 | 1.55 | 1.9 | 1.9 | ||||
| 最小值 | 0.6 | 0.6 | 0.6 | 0.68 | 0.75 | 0.95 | 0.95 | 1.1 | 1.1 | ||||
| d1 | 公称 (d11) | 4.5 | 6 | 7 | 8 | 10.5 | 12.5 | 14.8 | 16.8 | 18.8 | |||
| 最大值 | 4.47 | 5.97 | 6.96 | 7.96 | 10.45 | 12.45 | 14.75 | 16.75 | 18.735 | ||||
| 最小值 | 4.395 | 5.895 | 6.87 | 7.87 | 10.34 | 12.34 | 14.64 | 16.64 | 18.605 | ||||
| d2 | 最小值=公称 (H13) | 4.5 | 6 | 7 | 8 | 10.5 | 12.5 | 14.8 | 16.8 | 18.8 | |||
| 最大值 | 4.68 | 6.18 | 7.22 | 8.22 | 10.77 | 12.77 | 15.07 | 17.07 | 19.13 | ||||
| d3 | 最大值 | 3.15 | 4.2 | 5.25 | 6.3 | 8.4 | 10.5 | 12.6 | 14.7 | 16.8 | |||
| e | 最小值 | 8.15 | 9.83 | 10.95 | 12.02 | 15.38 | 18.74 | 20.91 | 24.27 | 26.51 | |||
| h1 | 最大值 | 0.55 | 0.65 | 0.7 | 0.75 | 0.9 | 1.15 | 1.4 | 1.8 | 1.8 | |||
| 最小值 | 0.45 | 0.55 | 0.6 | 0.6 | 0.75 | 0.95 | 1.2 | 1.6 | 1.6 | ||||
| h2 | 最大值 | 0.25 | 0.35 | 0.4 | 0.4 | 0.5 | 0.65 | 0.8 | 1 | 1 | |||
| 最小值 | 0.15 | 0.25 | 0.3 | 0.3 | 0.35 | 0.5 | 0.6 | 0.8 | 0.8 | ||||
| m | 最大值=公称 (h14) | 3 | 3.5 | 4 | 5 | 6.5 | 8 | 10 | 11 | 13 | |||
| 最小值 | 2.75 | 3.2 | 3.7 | 4.7 | 6.14 | 7.64 | 9.64 | 10.57 | 12.57 | ||||
| s | 最大值=公称 (h13) | 7.5 | 9 | 10 | 11 | 14 | 17 | 19 | 22 | 24 | |||
| 最小值 | 7.28 | 8.78 | 9.78 | 10.73 | 13.73 | 16.73 | 18.67 | 21.67 | 23.67 | ||||
| 千件重(钢制)≈kg | 0.78 | 1.13 | 1.73 | 2.5 | 5.27 | 9.58 | 13.7 | 21.3 | 28.5 | ||||
| 保证载荷(N) | 粗牙 | 3800 | 6800 | 11000 | 15500 | 28300 | 44800 | 65300 | 89700 | 123000 | |||
| 细牙1 | / | / | / | / | 30200 | 47800 | 72100 | 97500 | 132000 | ||||
| 细牙2 | / | / | / | / | / | 50200 | 68200 | / | / | ||||
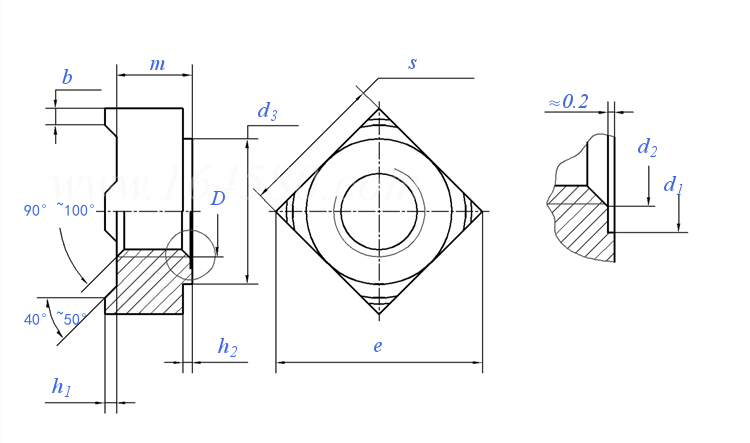
DIN928四角焊接螺母标准图纸示例
| 螺纹规格 D | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | |
| P | 粗牙 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 |
| 细牙1 | / | / | / | 1 | 1 | 1.25 | 1.5 | 1.5 | |
| 细牙2 | / | / | / | / | 1.25 | 1.5 | – | – | |
| b | 公称 | 0.8 | 1 | 1.2 | 1.5 | 1.8 | 2 | 2.5 | 2.5 |
| 最大值 | 0.95 | 1.15 | 1.35 | 1.65 | 2 | 2.2 | 2.7 | 2.7 | |
| 最小值 | 0.65 | 0.85 | 1.05 | 1.35 | 1.6 | 1.8 | 2.3 | 2.3 | |
| d1 | 最小值=公称 (H13) | 5 | 6 | 7.5 | 10 | 12.5 | 13.5 | 16.8 | 18.8 |
| 最大值 | 5.18 | 6.18 | 7.72 | 10.22 | 12.77 | 13.77 | 17.07 | 19.13 | |
| d2 | 最大值 | 4.2 | 5.25 | 6.3 | 8.4 | 10.5 | 12.6 | 14.7 | 16.8 |
| d3 | 最小值 | 6.4 | 8.2 | 9.1 | 12.8 | 15.6 | 17.4 | 20.4 | 22.4 |
| e | 最小值 | 9 | 12 | 13 | 18 | 22 | 25 | 28 | 32 |
| h1 | 公称 | 0.6 | 0.8 | 0.8 | 1 | 1.2 | 1.4 | 1.4 | 1.6 |
| 最大值 | 0.7 | 0.9 | 0.9 | 1.1 | 1.3 | 1.5 | 1.5 | 1.7 | |
| 最小值 | 0.5 | 0.7 | 0.7 | 0.9 | 1.1 | 1.3 | 1.3 | 1.5 | |
| h2 | 最小值 | 0.4 | 0.6 | 0.7 | 1.1 | 1.25 | 1.75 | 1.75 | 2 |
| 最大值 | 1.3 | 1.5 | 1.8 | 2 | 2.2 | 3 | 3.2 | 4 | |
| m | 最大值=公称 (h13) | 3.5 | 4.2 | 5 | 6.5 | 8 | 9.5 | 11 | 13 |
| 最小值 | 3.2 | 3.9 | 4.7 | 6.14 | 7.64 | 9.14 | 10.57 | 12.57 | |
| s | 最大值=公称 (h13) | 7 | 9 | 10 | 14 | 17 | 19 | 22 | 24 |
| 最小值 | 6.64 | 8.64 | 9.64 | 13.57 | 16.57 | 18.48 | 21.48 | 23.48 | |
| 千件重kg | 0.81 | 1.7 | 2.4 | 6.5 | 11.3 | 16.5 | 26.7 | 35.8 | |
| 保证载荷(N) | 粗牙 | 6800 | 11000 | 15500 | 28300 | 44800 | 65300 | 89700 | 123000 |
| 细牙1 | – | – | – | 30200 | 50200 | 72100 | 97500 | 132000 | |
| 细牙2 | – | – | – | – | 47800 | 68200 | – | – | |